 Preservatives(food)
Preservatives(food) Flavor Enhancers
Flavor Enhancers Acidulants
Acidulants Sweeteners
Sweeteners Antioxidants
Antioxidants Colorants(food)
Colorants(food) Nutraceutical Ingredients (food)
Nutraceutical Ingredients (food) Nutrient Supplements
Nutrient Supplements Emulsifiers
Emulsifiers
 Collectors
Collectors Dust Suppressants
Dust Suppressants Explosives and Blasting Agents
Explosives and Blasting Agents Flocculants and Coagulants
Flocculants and Coagulants Frothers
Frothers Leaching Agents
Leaching Agents pH Modifiers
pH Modifiers Precious Metal Extraction Agents
Precious Metal Extraction Agents
 Antioxidants(plastic)
Antioxidants(plastic) Colorants (Pigments, Dyes)
Colorants (Pigments, Dyes) Fillers and Reinforcements
Fillers and Reinforcements Flame Retardants
Flame Retardants Monomers
Monomers Plasticizers
Plasticizers Polymerization Initiators
Polymerization Initiators Stabilizers (UV, Heat)
Stabilizers (UV, Heat)
 Antifoaming Agents
Antifoaming Agents Chelating Agents
Chelating Agents Coagulants and Flocculants
Coagulants and Flocculants Corrosion Inhibitors
Corrosion Inhibitors Disinfectants and Biocides
Disinfectants and Biocides Oxidizing Agents
Oxidizing Agents pH Adjusters
pH Adjusters Scale Inhibitors( water)
Scale Inhibitors( water)
 Antioxidants(cosmetic)
Antioxidants(cosmetic) Emollients
Emollients Fragrances and Essential Oils
Fragrances and Essential Oils Humectants
Humectants Preservatives
Preservatives Surfactants(cosmetic)
Surfactants(cosmetic) Thickeners
Thickeners UV Filters
UV Filters
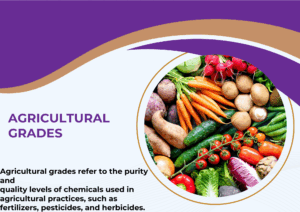
 Fertilizers
Fertilizers Soil Conditioners
Soil Conditioners Plant Growth Regulators
Plant Growth Regulators Animal Feed Additives
Animal Feed Additives Biostimulants
Biostimulants Pesticides (Herbicides, Insecticides, Fungicides)
Pesticides (Herbicides, Insecticides, Fungicides)
 Active Pharmaceutical Ingredients (APIs)
Active Pharmaceutical Ingredients (APIs) Excipients
Excipients Solvents(pharmaceutical)
Solvents(pharmaceutical) Antibiotics
Antibiotics Antiseptics and Disinfectants
Antiseptics and Disinfectants Vaccine Adjuvants
Vaccine Adjuvants Nutraceutical Ingredients (pharmaceutical)
Nutraceutical Ingredients (pharmaceutical) Analgesics & Antipyretics
Analgesics & Antipyretics
 Analytical Reagents
Analytical Reagents Solvents(lab)
Solvents(lab) Chromatography Chemicals
Chromatography Chemicals Spectroscopy Reagents
Spectroscopy Reagents microbiology-and-cell-culture-reagents
microbiology-and-cell-culture-reagents Molecular Biology Reagents
Molecular Biology Reagents Biochemical Reagents
Biochemical Reagents Inorganic and Organic Standards
Inorganic and Organic Standards Laboratory Safety Chemicals
Laboratory Safety Chemicals Specialty Laboratory Chemicals(Special Laboratory Equipment)
Specialty Laboratory Chemicals(Special Laboratory Equipment)
 Demulsifiers
Demulsifiers Hydraulic Fracturing Fluids
Hydraulic Fracturing Fluids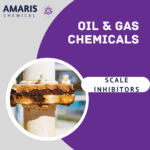 Scale Inhibitors(oil)
Scale Inhibitors(oil)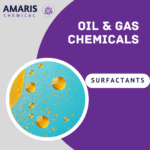 Surfactants(oil)
Surfactants(oil)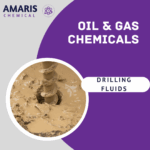 Drilling Fluids
Drilling Fluids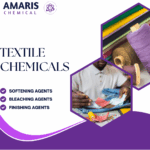
 Dyes and Pigments
Dyes and Pigments Bleaching Agents
Bleaching Agents Softening Agents
Softening Agents Finishing Agents
Finishing Agents Antistatic Agents
Antistatic Agents
 Admixtures
Admixtures Waterproofing Agents
Waterproofing Agents Sealants and Adhesives
Sealants and Adhesives Curing Compounds
Curing Compounds Concrete Repair Chemicals
Concrete Repair Chemicals Anti-Corrosion Coatings
Anti-Corrosion Coatings
 Surfactants(cleaning)
Surfactants(cleaning) Builders
Builders Enzymes
Enzymes Solvents (Cleaning)
Solvents (Cleaning) Fragrances
Fragrances
 Electronic Chemicals
Electronic Chemicals Catalysts
Catalysts Lubricants
Lubricants Photographic Chemicals
Photographic Chemicals Refrigerants
Refrigerants Automotive chemicals
Automotive chemicals Pyrotechnic Chemicals
Pyrotechnic Chemicals
 Biodegradable Surfactants
Biodegradable Surfactants Bio-based Solvents
Bio-based Solvents Renewable Polymers
Renewable Polymers Carbon Capture Chemicals
Carbon Capture Chemicals Wastewater Treatment Chemicals
Wastewater Treatment Chemicals
 Pigments
Pigments Solvents(paint)
Solvents(paint) Specialty Coatings
Specialty Coatings Binders/Resins
Binders/Resins Additives
Additives Driers
Driers Anti-Corrosion Agents
Anti-Corrosion Agents Functional Coatings
Functional Coatings Application-Specific Coatings
Application-Specific Coatings
 Leavening Agents
Leavening Agents Dough Conditioners
Dough Conditioners Flour Treatments
Flour Treatments Fat Replacers
Fat Replacers Decoratives
Decoratives Preservatives(baking)
Preservatives(baking)
 Plasticizers & Softeners
Plasticizers & Softeners Reinforcing Agents
Reinforcing Agents Adhesion Promoters
Adhesion Promoters Vulcanizing Agents
Vulcanizing Agents Antidegradants
Antidegradants Blowing Agents
Blowing Agents Fillers & Extenders
Fillers & Extenders Accelerators & Retarders
Accelerators & Retarders

















Cosmetic Grade refers to chemicals and ingredients that meet stringent purity and safety standards suitable for use in personal care and beauty products. These substances are rigorously tested to ensure they are free from harmful contaminants such as heavy metals, toxic residues, and microbial impurities that could irritate the skin or pose health risks. Cosmetic-grade ingredients must comply with regulations set by organizations like the FDA (U.S.), EU Cosmetics Regulation, or other regional authorities, ensuring they are non-toxic, hypoallergenic, and stable in formulations. Common examples include emulsifiers, preservatives, fragrances, and active compounds (like hyaluronic acid or vitamins) used in creams, lotions, shampoos, and makeup. Unlike industrial-grade chemicals, cosmetic-grade materials prioritize skin compatibility and consumer safety over cost-efficiency, making them essential for products applied to the skin, hair, or nails.

Bismark
Bismark is a synthetic water-soluble dye known for its intense dark blue to black coloration, widely used in textile dyeing, printing, and laboratory applications. It provides excellent colorfastness, brightness, and uniform dispersion in aqueous systems. This dye is favored for its stability across a broad pH range and its strong affinity for protein and synthetic fibers, making it valuable in industrial, cosmetic, pharmaceutical, and research settings.

Black Color Water Soluble
Black Color Water Soluble is a synthetic dye known for its excellent water solubility and intense black coloration. It is widely used in textile dyeing, leather processing, cosmetics, food and beverage coloring, pharmaceutical applications, paints, and laboratory uses. This dye offers good stability across various pH ranges and ensures consistent, uniform color in aqueous systems. Its versatility makes it essential in many industrial, scientific, and commercial applications.

Bright Red Color Water Soluble
Bright Red Color Water Soluble is a synthetic water-soluble dye known for its vivid, intense red hue and excellent clarity in aqueous solutions. It dissolves readily in water, offering uniform dispersion and strong colorfastness across a wide pH range. This dye is widely used in textile dyeing, food and beverage coloring, cosmetics, pharmaceuticals, paints, and laboratory settings. Its chemical stability and bright coloration make it suitable for industrial, research, and commercial applications requiring reliable red pigmentation in water-based systems.

Egg Yellow Color Water Soluble
Egg Yellow Color Water Soluble is a bright synthetic yellow dye with excellent water solubility and color fastness. It is widely used across textile, cosmetic, pharmaceutical, cleaning, and paint industries to provide vibrant yellow coloration with uniform application and stability in aqueous systems.