 Preservatives(food)
Preservatives(food) Flavor Enhancers
Flavor Enhancers Acidulants
Acidulants Sweeteners
Sweeteners Antioxidants
Antioxidants Colorants(food)
Colorants(food) Nutraceutical Ingredients (food)
Nutraceutical Ingredients (food) Nutrient Supplements
Nutrient Supplements Emulsifiers
Emulsifiers
 Collectors
Collectors Dust Suppressants
Dust Suppressants Explosives and Blasting Agents
Explosives and Blasting Agents Flocculants and Coagulants
Flocculants and Coagulants Frothers
Frothers Leaching Agents
Leaching Agents pH Modifiers
pH Modifiers Precious Metal Extraction Agents
Precious Metal Extraction Agents
 Antioxidants(plastic)
Antioxidants(plastic) Colorants (Pigments, Dyes)
Colorants (Pigments, Dyes) Fillers and Reinforcements
Fillers and Reinforcements Flame Retardants
Flame Retardants Monomers
Monomers Plasticizers
Plasticizers Polymerization Initiators
Polymerization Initiators Stabilizers (UV, Heat)
Stabilizers (UV, Heat)
 Antifoaming Agents
Antifoaming Agents Chelating Agents
Chelating Agents Coagulants and Flocculants
Coagulants and Flocculants Corrosion Inhibitors
Corrosion Inhibitors Disinfectants and Biocides
Disinfectants and Biocides Oxidizing Agents
Oxidizing Agents pH Adjusters
pH Adjusters Scale Inhibitors( water)
Scale Inhibitors( water)
 Antioxidants(cosmetic)
Antioxidants(cosmetic) Emollients
Emollients Fragrances and Essential Oils
Fragrances and Essential Oils Humectants
Humectants Preservatives
Preservatives Surfactants(cosmetic)
Surfactants(cosmetic) Thickeners
Thickeners UV Filters
UV Filters
 Fertilizers
Fertilizers Soil Conditioners
Soil Conditioners Plant Growth Regulators
Plant Growth Regulators Animal Feed Additives
Animal Feed Additives Biostimulants
Biostimulants Pesticides (Herbicides, Insecticides, Fungicides)
Pesticides (Herbicides, Insecticides, Fungicides)
 Active Pharmaceutical Ingredients (APIs)
Active Pharmaceutical Ingredients (APIs) Excipients
Excipients Solvents(pharmaceutical)
Solvents(pharmaceutical) Antibiotics
Antibiotics Antiseptics and Disinfectants
Antiseptics and Disinfectants Vaccine Adjuvants
Vaccine Adjuvants Nutraceutical Ingredients (pharmaceutical)
Nutraceutical Ingredients (pharmaceutical) Analgesics & Antipyretics
Analgesics & Antipyretics
 Analytical Reagents
Analytical Reagents Solvents(lab)
Solvents(lab) Chromatography Chemicals
Chromatography Chemicals Spectroscopy Reagents
Spectroscopy Reagents microbiology-and-cell-culture-reagents
microbiology-and-cell-culture-reagents Molecular Biology Reagents
Molecular Biology Reagents Biochemical Reagents
Biochemical Reagents Inorganic and Organic Standards
Inorganic and Organic Standards Laboratory Safety Chemicals
Laboratory Safety Chemicals Specialty Laboratory Chemicals(Special Laboratory Equipment)
Specialty Laboratory Chemicals(Special Laboratory Equipment)
 Demulsifiers
Demulsifiers Hydraulic Fracturing Fluids
Hydraulic Fracturing Fluids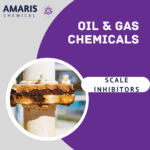 Scale Inhibitors(oil)
Scale Inhibitors(oil)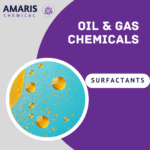 Surfactants(oil)
Surfactants(oil)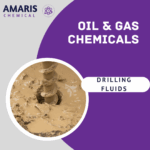 Drilling Fluids
Drilling Fluids
 Dyes and Pigments
Dyes and Pigments Bleaching Agents
Bleaching Agents Softening Agents
Softening Agents Finishing Agents
Finishing Agents Antistatic Agents
Antistatic Agents
 Admixtures
Admixtures Waterproofing Agents
Waterproofing Agents Sealants and Adhesives
Sealants and Adhesives Curing Compounds
Curing Compounds Concrete Repair Chemicals
Concrete Repair Chemicals Anti-Corrosion Coatings
Anti-Corrosion Coatings
 Surfactants(cleaning)
Surfactants(cleaning) Builders
Builders Enzymes
Enzymes Solvents (Cleaning)
Solvents (Cleaning) Fragrances
Fragrances
 Electronic Chemicals
Electronic Chemicals Catalysts
Catalysts Lubricants
Lubricants Photographic Chemicals
Photographic Chemicals Refrigerants
Refrigerants Automotive chemicals
Automotive chemicals Pyrotechnic Chemicals
Pyrotechnic Chemicals
 Biodegradable Surfactants
Biodegradable Surfactants Bio-based Solvents
Bio-based Solvents Renewable Polymers
Renewable Polymers Carbon Capture Chemicals
Carbon Capture Chemicals Wastewater Treatment Chemicals
Wastewater Treatment Chemicals
 Pigments
Pigments Solvents(paint)
Solvents(paint) Specialty Coatings
Specialty Coatings Binders/Resins
Binders/Resins Additives
Additives Driers
Driers Anti-Corrosion Agents
Anti-Corrosion Agents Functional Coatings
Functional Coatings Application-Specific Coatings
Application-Specific Coatings
 Leavening Agents
Leavening Agents Dough Conditioners
Dough Conditioners Flour Treatments
Flour Treatments Fat Replacers
Fat Replacers Decoratives
Decoratives Preservatives(baking)
Preservatives(baking)
 Plasticizers & Softeners
Plasticizers & Softeners Reinforcing Agents
Reinforcing Agents Adhesion Promoters
Adhesion Promoters Vulcanizing Agents
Vulcanizing Agents Antidegradants
Antidegradants Blowing Agents
Blowing Agents Fillers & Extenders
Fillers & Extenders Accelerators & Retarders
Accelerators & Retarders


















Hydrofluoric Acid
Hydrofluoric Acid is a highly corrosive aqueous solution of hydrogen fluoride gas dissolved in water. It is a colorless to pale yellow fuming liquid with a strong pungent odor. Unlike other mineral acids, HF is a weak acid chemically but uniquely reactive due to its ability to dissolve silica and glass, and penetrate tissues deeply. This makes it invaluable in numerous industrial, laboratory, and specialized applications but also highly hazardous.

Nitric Acid
Nitric Acid is a concentrated aqueous solution of nitric acid (HNO₃) commonly used as a strong oxidizing acid in numerous industrial, laboratory, and manufacturing processes. It is a highly corrosive, colorless to yellowish liquid with a pungent odor. Nitric Acid 68% is fundamental in the production of fertilizers, explosives, dyes, and pharmaceuticals. It is also widely used in metal treatment, etching, and cleaning applications due to its powerful oxidizing and nitrating properties.

Phosphorous Red Extra Pure
Phosphorous Red Extra Pure is a high-purity allotrope of elemental phosphorus, presented as a dark red to violet amorphous powder. Unlike its white counterpart, red phosphorus is significantly more stable and less reactive at room temperature, making it safer to handle under controlled conditions. It is insoluble in water and most organic solvents and must be stored under inert conditions due to its flammability in finely divided form.
This grade of red phosphorus is commonly used in laboratories for chemical synthesis, pyrotechnics, match production, and flame retardant formulations. In education and research, it is employed in demonstrations of allotropy and in preparing organophosphorus compounds.

Mercury thermometer
The Mercury Thermometer is a precise laboratory instrument designed for accurate temperature measurement using mercury as the thermometric fluid. It consists of a narrow, sealed glass tube containing mercury that expands and contracts with temperature changes, moving along a calibrated scale etched or printed on the glass. Mercury thermometers offer excellent thermal conductivity and stability, enabling precise readings over a wide temperature range typically from -39°C to 357°C (the freezing and boiling points of mercury). The clear glass casing allows easy observation of mercury levels, while the robust design resists breakage under normal laboratory conditions. Mercury thermometers are widely used in scientific research, medical labs, industrial processes, and educational settings for their reliability and accuracy. Despite their benefits, mercury thermometers require careful handling due to the toxicity of mercury, and many labs are transitioning to safer alternatives in compliance with environmental regulations.

Liquid Chlorine
Liquid Chlorine is a pale yellow-green, highly reactive chemical primarily composed of chlorine dissolved in water or as liquefied chlorine gas under pressure. It is widely used as a powerful disinfectant, bleaching agent, and oxidizer in water treatment, sanitation, and various industrial applications. Due to its strong antimicrobial properties, liquid chlorine effectively controls bacteria, viruses, algae, and other microorganisms, ensuring safe potable water and hygienic conditions.
Sodium Cyanide Extra Pure
Sodium Cyanide Extra Pure is a highly toxic, white crystalline compound primarily used in metallurgy, chemical synthesis, and laboratory applications. Its reactivity and solubility make it ideal for gold leaching and chemical analysis. Due to its extreme toxicity, sodium cyanide must be stored and handled with strict safety controls, including personal protective equipment, fume hoods, and emergency antidotes. It is regulated as a hazardous substance under numerous international frameworks and is classified as a controlled chemical requiring licensed handling.

Iodine Crystals Extra Pure
Iodine Crystals Extra Pure are dark violet, lustrous flakes known for their high purity and reliable reactivity. They are widely used in analytical chemistry, pharmaceutical formulations, and as a key reagent in iodine value determination, starch testing, and microbial staining. Their antiseptic properties also make them useful in disinfection and laboratory microbiology. Due to their sublimation tendency, iodine crystals should be stored in tightly sealed containers in a cool, dry, and well-ventilated area. Their purity ensures minimal contamination, making them ideal for precision work in research and educational laboratories.

Sodium Metal Extra Pure
Sodium Metal Extra Pure is a highly reactive, silvery-white metallic solid used extensively in laboratories and industries as a strong reducing agent and reagent in chemical synthesis. It is essential for producing sodium-based compounds and drying solvents. Due to its pyrophoric nature, it must be stored and handled under inert conditions such as mineral oil to prevent spontaneous ignition. It has significant uses in pharmaceuticals, organic synthesis, and metal processing but requires strict safety protocols because of its reactivity with water and air.

Ammonium Nitrate Extra Pure
Ammonium Nitrate Extra Pure is a high-purity, white crystalline compound widely used in laboratory settings for analytical, inorganic, and physical chemistry applications. Known for its strong oxidizing properties, it serves as a reagent in redox reactions, thermal decomposition studies, and the synthesis of nitrate-based compounds. It is also used in preparing standard solutions and as a nitrogen source in experiments involving plant nutrition and environmental testing. Due to its hygroscopic and explosive nature under certain conditions, it must be handled with extreme caution in controlled environments. The extra pure grade ensures minimal contaminants, making it suitable for precise, high-sensitivity laboratory work. It should be stored in a cool, dry, and well-ventilated area away from heat, friction, and incompatible materials.
Agar Agar Powder Extra Pure
Agar Agar Powder Extra Pure is a high-grade, natural polysaccharide derived from red algae, valued for its superior gelling, thickening, and stabilizing properties. This fine, off-white powder dissolves in hot water to form firm, heat-stable gels, making it indispensable in microbiological media preparation, molecular biology, and food-grade laboratory testing. Its extra pure quality ensures minimal impurities, making it suitable for sensitive applications in pharmaceuticals, cosmetics, and biotechnology research. Agar Agar Powder is also a preferred vegetarian alternative to gelatin in various experimental and industrial settings. It must be stored in a cool, dry place to maintain its integrity, flow properties, and effectiveness in both scientific and technical formulations.

Polyglycerol-10-Laurate Extra Pure
Polyglycerol-10-laurate Extra Pure is a high-purity, non-ionic surfactant and emulsifier composed of ten glycerol units esterified with lauric acid. This versatile compound is especially valued in cosmetic, pharmaceutical, and food-grade applications where ultra-high purity and biocompatibility are critical.
Known for its excellent emulsifying, dispersing, and solubilizing properties, Polyglycerol-10-laurate is widely used in formulations for creams, lotions, and other personal care products, particularly those designed for sensitive skin. In pharmaceuticals, it aids in enhancing bioavailability and improving the stability of active ingredients, while in food applications, it serves as a safe emulsifier and texturizer, often used in dairy and confectionery products.

Aluminum Fine Powder
Aluminum fine powder consists of finely divided aluminum particles, typically metallic and silvery-white in appearance. It is produced by atomization or grinding of bulk aluminum and is valued for its high surface area, excellent conductivity, and lightweight metallic properties. Aluminum fine powder is extensively used in various industrial applications including metallurgy, pyrotechnics, coatings, additive manufacturing, and as a pigment. Due to its reactivity, it requires careful handling and storage. Its fine particulate nature makes it particularly useful where rapid oxidation or reaction is desired, such as in explosives or energetic materials. It is also employed in the manufacturing of paints, inks, and cosmetics to impart metallic luster.

Benzene Extra Pure
Benzene Extra Pure is a high-purity, clear, highly volatile, and flammable liquid with a characteristic aromatic odor, used extensively in laboratory settings for analytical, organic, and physical chemistry applications. It serves as a non-polar solvent for a wide range of chemical reactions, particularly in the study of aromatic compounds, electrophilic substitution mechanisms, and polymer chemistry. Its stability and solvency make it suitable for sample preparation, purification processes, and spectral analysis. The extra pure grade ensures minimal impurities, delivering consistent results in precision research. Due to its toxic and carcinogenic nature, benzene must be handled in a well-ventilated fume hood with appropriate protective equipment and stored in tightly sealed containers away from heat, sparks, and oxidizers.
Caustic Soda Flakes (Sodium Hydroxide)
Caustic Soda Flakes, also known as Sodium Hydroxide Flakes (NaOH), are a highly alkaline, white, solid substance that is crystalline and flaky in form. Produced by evaporating aqueous sodium hydroxide solutions, these flakes are highly soluble in water and exhibit strong corrosive properties. Caustic Soda Flakes are widely used in a variety of industrial, chemical, and manufacturing processes due to their strong alkalinity, ability to saponify fats, and effectiveness in pH adjustment. Their high purity and ease of handling in flake form make them suitable for use in chemical synthesis, pulp and paper production, water treatment, and detergent manufacturing.

Disodium Hydrogen Phosphate Dihydrate Extra Pure
Disodium Hydrogen Phosphate Dihydrate Extra Pure is a laboratory-grade chemical widely utilized as a buffering agent and pH stabilizer in analytical chemistry, molecular biology, and biochemical research. It is commonly used in the preparation of phosphate buffer solutions, supporting the maintenance of optimal conditions for enzyme activity and cell culture. This dihydrate form ensures accurate hydration levels for reliable solution formulation. Its high purity makes it suitable for sensitive lab applications requiring minimal interference from impurities. The compound should be kept tightly sealed in a dry environment to preserve its integrity and reactivity.
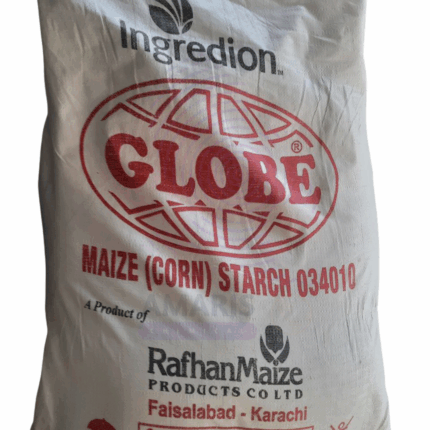
Corn Starch Food Grade
Corn Starch Food Grade is a fine, white, powdery carbohydrate extracted from the endosperm of corn kernels (Zea mays). It is a natural, tasteless, and odorless polysaccharide composed primarily of amylose and amylopectin. Corn starch is widely used as a thickening, stabilizing, and binding agent in food products due to its excellent gelatinization properties. It serves as a gluten-free alternative to wheat flour in many culinary and industrial applications. Corn starch is valued for its versatility, digestibility, and neutral flavor profile, making it a staple ingredient in both home cooking and commercial food production.
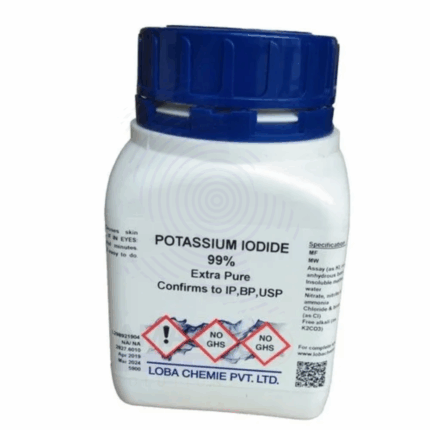
Potassium Iodide Extra Pure
Potassium Iodide Extra Pure is a high-purity, white crystalline salt widely recognized for its excellent solubility in water and its versatile applications. In laboratories, it is commonly used as a reagent in iodometric titrations and for preparing iodine solutions. In the medical field, it serves as a key source of iodine and is used for thyroid protection against radioactive iodine exposure. Its antioxidant properties also make it valuable in pharmaceutical formulations and as a stabilizer in various chemical processes. The extra pure grade ensures maximum consistency and reliability for precise experimental and industrial outcomes.

Dicalcium Phosphate
Dicalcium Phosphate (DCP) is an inorganic compound commonly used as a dietary supplement, food additive, and a key raw material in pharmaceuticals and animal nutrition. It appears as a white crystalline powder or granules and provides a highly bioavailable source of calcium and phosphorus, essential minerals for bone health, metabolic functions, and overall growth. DCP is widely used in the feed industry, pharmaceutical manufacturing, food processing, and various industrial applications, appreciated for its purity, stability, and nutritional value.

Deionized Water
Deionized Water (DI Water), also known as demineralized water, is highly purified water that has had almost all of its mineral ions (such as sodium, calcium, iron, copper, chloride, and sulfate) removed through ion exchange, reverse osmosis, or other purification methods. It is a clear, colorless, odorless liquid with extremely low electrical conductivity and is considered chemically pure. Deionized water is used in applications where water purity is critical, including pharmaceuticals, electronics, cosmetics, laboratory use, and various industrial processes. Its lack of minerals makes it highly reactive with contaminants, which makes it both useful and sensitive in technical applications.


Chloroform Extra Pure
Chloroform Extra Pure is a high-purity, colorless, and volatile liquid commonly used in laboratory environments as a solvent, reagent, and extraction medium. Due to its excellent solvency for fats, alkaloids, and other organic compounds, it plays a key role in organic synthesis, chromatography, and sample preparation. In molecular biology, it is frequently used in nucleic acid extraction protocols. The extra pure grade ensures low levels of impurities, making it suitable for analytical and research applications that demand high accuracy. It must be handled with proper ventilation, protective equipment, and stored away from light and heat to prevent decomposition and formation of toxic by-products like phosgene.
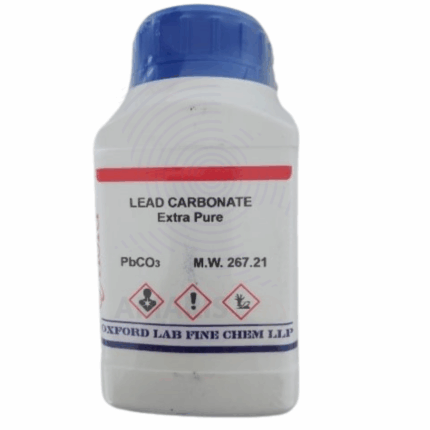
Lead Carbonate Extra Pure
Lead Carbonate Extra Pure is a fine white powder with the chemical formula PbCO₃, valued for its high purity and stability. Historically known as "white lead," it has been used as a pigment in paints, though this application is now limited due to its toxicity. In modern laboratory and industrial settings, it is primarily used in chemical synthesis, ceramics, and material science research. Lead carbonate plays a role in catalyst preparation and in the manufacture of other lead compounds. Its insolubility in water makes it useful in specific controlled-reaction systems. Proper protective measures are essential when handling this compound due to the health risks associated with lead exposure.

Castor Oil Food Grade
Castor Oil Food Grade is a pale yellow, viscous vegetable oil derived by cold pressing the seeds of the Ricinus communis plant. Known for its high content of ricinoleic acid, it has a mild flavor and is widely used in the food, pharmaceutical, and nutraceutical industries. As a food-grade oil, it is purified to meet strict quality and safety standards. It serves both as a laxative agent and a food additive, often used in flavor carriers, coatings, and processing aids. The oil’s high stability and low moisture content also make it suitable for specialty industrial applications in food-safe environments.

Orange Flavour Powder
Orange Flavour Powder is a finely milled, highly concentrated powder designed to impart a vibrant, fresh, and natural orange aroma and taste to food and beverage products. Derived from natural and synthetic sources, this flavor powder offers excellent stability, uniformity, and ease of use in dry mixes and solid formulations. It is ideal for enhancing bakery products, confectioneries, beverages, dairy products, and snack seasonings. The powder form ensures long shelf life and convenient handling while maintaining the authentic citrus profile characteristic of ripe oranges.


Sodium Nitrate Extra Pure
Sodium Nitrate Extra Pure is a high-purity, white crystalline solid widely used as an oxidizing agent in laboratories and industries. It serves as a source of nitrate ions in chemical synthesis, analytical applications, and fertilizers. Its strong oxidizing properties make it valuable in explosives and pyrotechnic manufacturing. It is also used as a preservative in the food industry and in water treatment processes. Sodium Nitrate Extra Pure must be stored carefully away from heat and combustible materials and handled with appropriate safety measures due to its oxidizing nature.
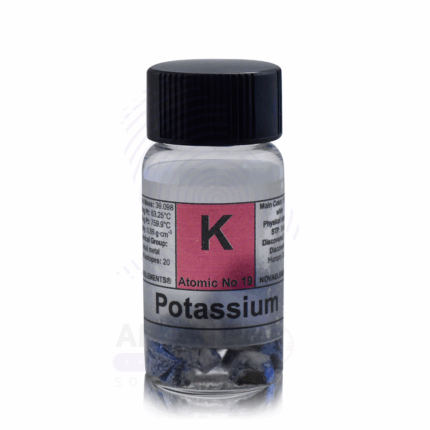
Potassium Metal Extra Pure
Potassium Metal Extra Pure is a highly reactive, soft, silvery alkali metal that is typically stored under mineral oil to prevent oxidation. It is primarily used in laboratory demonstrations and synthesis as a powerful reducing agent due to its vigorous reaction with water, producing potassium hydroxide and hydrogen gas. This extra pure grade ensures high chemical integrity, making it ideal for sensitive applications in research, organic chemistry, and material science. Due to its reactivity, it must be handled with extreme caution under controlled conditions and proper safety measures.

Wave machine
The Wave Machine is a laboratory apparatus designed to demonstrate the principles of wave motion, including transverse and longitudinal waves, reflection, interference, and wave propagation. Constructed from durable materials with adjustable components, the wave machine visually simulates wave behavior in a controlled setting, making it ideal for physics education and research. Widely used in schools, colleges, and research labs, it facilitates hands-on learning and experimentation with mechanical wave phenomena, aiding in the understanding of fundamental concepts in physics and engineering.

Poly Aluminium Chloride Extra Pure
Poly Aluminium Chloride Extra Pure is a high-efficiency inorganic coagulant widely used in water treatment, paper manufacturing, and various industrial processes. In its extra pure grade, PAC is characterized by a high degree of purity, minimal impurities, and consistent performance, making it suitable for critical applications requiring stringent quality control.
PAC works by neutralizing the negative charges on suspended particles, allowing them to coagulate and settle quickly. It is highly effective in clarifying drinking water, treating industrial and municipal wastewater, and removing heavy metals, organic matter, and pathogens. Additionally, in the paper industry, PAC improves paper strength and retention of fillers.
This compound should be handled with appropriate PPE, including gloves and eye protection, and stored in a cool, dry, and well-ventilated area, away from reactive substances. PAC is non-flammable but may cause irritation on contact with skin or eyes.

Almond Wax
Almond Wax is a plant-based wax derived from almond oil, typically used in cosmetics and skincare products. It is known for its emollient (moisturizing) properties, helping to soften and smooth the skin. Almond wax is rich in fatty acids and vitamin E, making it suitable for sensitive or dry skin. It is often used as a natural alternative to synthetic waxes in formulations like lip balms, creams, and lotions. Additionally, it provides a smooth texture and helps to stabilize emulsions in skincare products.

Maltose Extra Pure
Maltose Extra Pure is a disaccharide composed of two glucose units, commonly known as malt sugar. This extra pure grade ensures exceptional quality and consistency, making it ideal for use in biochemical research, fermentation studies, and laboratory analysis. In the food industry, maltose is valued for its mild sweetness and is often used in brewing, baking, and confectionery to promote fermentation and enhance flavor. It also plays a role in energy metabolism studies and is frequently used as a carbon source in microbiological media. Its stability and solubility in water make it easy to incorporate into various formulations, offering a dependable ingredient for scientific and industrial use where high purity is essential.

Amber laboratory reagent bottles
Amber Laboratory Reagent Bottles are high-quality glass containers designed specifically for storing light-sensitive reagents and chemicals in laboratory settings. The amber color provides effective protection against ultraviolet (UV) and visible light that can degrade sensitive compounds. These bottles feature durable construction with chemical-resistant glass and secure closures to maintain sample integrity and prevent contamination. Commonly used in chemical, pharmaceutical, and research laboratories, Amber Laboratory Reagent Bottles ensure safe, reliable storage and handling of a wide range of reagents.


Diethyl Ether Extra Pure
Diethyl Ether Extra Pure is a volatile, highly flammable solvent widely used in laboratory settings for extractions, recrystallization, and as a reaction medium in organic synthesis. Its low boiling point and high volatility make it ideal for evaporative processes and rapid solvent removal. In analytical labs, it is commonly employed for liquid-liquid extraction due to its excellent miscibility with a variety of organic compounds. This extra pure grade ensures minimal impurities, making it suitable for sensitive chemical reactions and research applications. Proper storage in a tightly sealed, cool, and well-ventilated area is essential to maintain stability and safety.

Talcum Powder (Talc)
Talcum Powder is a naturally occurring mineral composed primarily of hydrated magnesium silicate. It is known for its softness, absorbency, and lubricating properties. Talc is widely used in cosmetic, pharmaceutical, industrial, and consumer products due to its ability to absorb moisture, improve texture, and provide a smooth, silky feel. The powder form allows easy dispersion and application across diverse sectors.

Calcium Hydroxide Hydrated Lime
Calcium Hydroxide Hydrated Lime, commonly known as Hydrated Lime or Slaked Lime, is an inorganic compound with the chemical formula Ca(OH)₂. It appears as a white, odorless, powder or crystalline solid. It is produced by treating quicklime (calcium oxide) with water in a process called slaking. Calcium Hydroxide is moderately soluble in water, forming a strongly alkaline solution known as limewater. It is widely used in construction, environmental, chemical, agricultural, and water treatment applications due to its caustic, neutralizing, and flocculating properties.

Corn Syrup
Corn Syrup is a viscous, sweet liquid derived from the enzymatic hydrolysis of corn starch. It consists primarily of glucose and maltose along with higher saccharides, providing sweetness, viscosity, and moisture retention in food formulations. Corn Syrup is widely used in food and beverage industries as a sweetener, humectant, and texture enhancer. Its ability to prevent crystallization and retain moisture makes it essential in confectionery, baking, and processed foods. Industrial grades of corn syrup are also used in pharmaceuticals and other manufacturing applications where its binding and stabilizing properties are valued.

Caustic Soda Pearls
Caustic Soda Pearls are small, solid, spherical particles of sodium hydroxide (NaOH) produced by a controlled cooling and solidification process. These pearls offer superior flowability, uniform size distribution, and reduced dust generation compared to flake or powder forms. They are highly soluble in water, exhibiting a strong alkaline nature with vigorous exothermic dissolution. Caustic Soda Pearls are widely used across industries including chemical manufacturing, water treatment, pulp and paper processing, and detergents due to their purity, ease of handling, and efficient dissolution characteristics.

Bromine Liquid Extra Pure
Bromine Liquid Extra Pure is a high-purity, reddish-brown volatile liquid used in advanced laboratory research involving halogenation reactions, redox studies, and analytical chemistry. It serves as a powerful oxidizing and brominating agent in organic synthesis, facilitating the substitution of hydrogen atoms with bromine in a wide range of compounds. In inorganic analysis, it is employed in the preparation of bromide salts and in the determination of unsaturation in oils and fats. Due to its high reactivity and corrosiveness, it is handled under strict safety protocols in fume hoods with appropriate protective equipment. The extra pure grade ensures minimal contamination and consistent reactivity, making it suitable for precise and high-sensitivity applications. It must be stored in tightly sealed, corrosion-resistant containers, away from heat, light, and incompatible materials such as organic solvents and reducing agents.

Sodium Formate Industrial Grade
Sodium Formate Industrial Grade is a white crystalline powder or granules used primarily in industrial applications requiring a buffering agent, de-icing agent, or chemical intermediate. It offers high purity suitable for various manufacturing processes but does not meet food-grade standards. This grade is widely applied in leather tanning, textile dyeing, concrete additives, and as a corrosion inhibitor in oil and gas industries.

Trypsin Extra Pure
Trypsin Extra Pure is a high-purity, proteolytic enzyme derived from porcine pancreas, commonly used for its ability to hydrolyze peptide bonds in proteins at the carboxyl side of lysine and arginine residues. Supplied as a white to off-white lyophilized powder, Trypsin Extra Pure is ideal for laboratory applications requiring precise protein digestion, including cell culture detachment, protein sequencing, and enzymatic hydrolysis. Its extra pure grade ensures minimal contamination from other enzymes or impurities, making it suitable for sensitive biochemical and molecular biology workflows.

Potassium Chlorate Extra Pure
Potassium Chlorate Extra Pure is a high-purity, crystalline compound with the chemical formula KClO₃. It appears as a white, odorless solid and is well known for its strong oxidizing properties. In its Extra Pure form, it meets analytical-grade standards, making it suitable for sensitive laboratory and controlled industrial applications.
This chemical is extensively used in analytical chemistry, especially in oxygen production experiments and thermal decomposition studies, as it decomposes to release oxygen when heated. It is also used as a reagent in pyrotechnics, match compositions, and explosive formulations, where a powerful oxidizer is needed. In botanical tissue culture, potassium chlorate is sometimes used to induce flowering in certain plant species.
Due to its reactive and potentially explosive nature, Potassium Chlorate must be handled with extreme caution. It should be stored away from combustible materials, acids, and heat sources, in a cool, dry, well-ventilated area, in tightly sealed containers. Personal protective equipment such as gloves, goggles, and lab coats must be worn during handling, and it should never be ground or mixed with sulfur, phosphorus, or organic matter unless under strictly controlled conditions.
Aluminum Ammonium Sulphate
Aluminum ammonium sulphate, commonly known as ammonium alum or ammonium aluminum sulfate, is a crystalline chemical compound consisting of aluminum, ammonium, and sulfate ions. It typically appears as a colorless or white crystalline solid with astringent properties. It is widely used for its excellent coagulating, clarifying, and antiseptic properties. Aluminum ammonium sulphate finds applications in water purification, cosmetics, food processing, textile dyeing, and pharmaceuticals. Its ability to precipitate impurities and act as a mordant makes it invaluable in industries requiring precise control of chemical reactions, such as in the preparation of baking powder and fireproof textiles.

Fumaric Acid Extra Pure
Fumaric Acid Extra Pure is a white crystalline organic compound known for its use as a food acidulant, a chemical intermediate, and a reagent in laboratory analysis. This trans-isomer of butenedioic acid plays a significant role in the Krebs cycle and is commonly used in biochemical and pharmaceutical research. In laboratories, it serves as a standard for titrations and a pH modifier in formulations. Its excellent stability, solubility in alcohol, and high purity make it suitable for precision applications, including quality control testing, analytical chemistry, and synthesis of esters and resins.

Royal Type Oil Fragrance
Royal Type Oil Fragrance is a luxurious synthetic fragrance oil crafted to provide a rich, elegant, and sophisticated scent profile. This fragrance combines warm, floral, and woody notes that evoke a sense of opulence and grandeur, making it popular for high-end personal care and home fragrance products. The oil-based formulation ensures excellent compatibility with various cosmetic bases and home fragrance mediums. Royal Type Oil Fragrance is stable under a wide range of processing conditions and delivers a long-lasting, refined aroma suited for premium formulations such as perfumes, lotions, candles, and air fresheners.


Activated Carbon (Charcoal)
Activated carbon is a highly porous, adsorptive material processed to have an exceptionally large surface area (typically 500-1500 m²/g) through thermal or chemical activation of carbon-rich source materials. This versatile adsorbent exists in powdered (PAC), granular (GAC), pelletized, and extruded forms, with pore structures specifically engineered for different applications ranging from water purification to gas treatment. Its extended surface area and complex pore network (micropores <2nm, mesopores 2-50nm, macropores >50nm) enable superior physical adsorption of contaminants through van der Waals forces, as well as chemical interactions with surface functional groups.

Carbon Disulfide Extra Pure
Carbon Disulfide Extra Pure is a volatile, colorless to pale yellow liquid with a strong, characteristic odor, valued in laboratory settings for its high purity and solvency power. Commonly used as a non-polar solvent, it is ideal for dissolving sulfur, fats, resins, and phosphorus in analytical and synthetic chemistry. Its role extends to studying reaction kinetics, extraction processes, and as a reagent in organic synthesis involving thiocarbonyl compounds. Due to its low flash point and high volatility, it is also utilized in vapor pressure and flammability studies. The 99% extra pure grade ensures minimal impurities, critical for sensitive applications. It must be handled in a well-ventilated fume hood and stored away from heat, sparks, and oxidizing agents.

Zinc Bromide Extra Pure
Zinc Bromide Extra Pure is a high-purity inorganic compound with the formula ZnBr₂, appearing as a white to off-white crystalline solid. It is highly soluble in water, making it valuable in laboratory and industrial chemical processes requiring both zinc and bromide ions. This compound is widely used in analytical chemistry, organic synthesis, and as a high-density material for industrial applications such as drilling fluids and radiation shielding. Its Extra Pure grade guarantees minimal impurities, ensuring reproducibility and accuracy in research and formulation. Zinc Bromide is stable under normal conditions but requires careful handling due to its potential to cause irritation and its toxicity in aquatic environments. Proper storage involves protection from moisture and incompatible chemicals, with safety measures emphasizing PPE and environmental precautions.

Ammonia solution
Ammonia solutions, often referred to as aqueous ammonia or ammonium hydroxide, are clear, colorless liquids consisting of ammonia gas dissolved in water. The concentration of ammonia in these solutions typically ranges from 5% to 35% by weight. Ammonia solutions possess a pungent odor characteristic of ammonia gas and are alkaline with a pH typically between 11 and 12.5. This solution is widely used across various industries due to its excellent cleaning properties, reactivity, and role as a nitrogen source.


Sodium Benzoate Extra Pure
Sodium Benzoate Extra Pure is a white crystalline powder used primarily as a food preservative (E211) and antimicrobial agent. It is widely applied in food, pharmaceutical, and cosmetic industries to prevent microbial growth and extend shelf life. Its stable and non-toxic nature makes it suitable for various laboratory and industrial applications. Proper storage and handling are recommended to maintain its purity and prevent irritation.

Silver Chloride Extra Pure
Silver Chloride Extra Pure is a high-purity, white to pale yellow crystalline solid with excellent stability under dark, dry conditions. It is widely used in analytical chemistry, medical antiseptics, and photographic applications due to its unique light-sensitive and antimicrobial properties. Its Extra Pure grade ensures minimal impurities for precision laboratory and industrial use. Proper storage away from light and moisture is essential to maintain its integrity and performance.

Protease Baking Enzymes Extra Pure
Protease Baking Enzymes Extra Pure are highly refined biological catalysts used to break down proteins into peptides and amino acids during baking and food processing. This extra pure grade ensures high activity and minimal impurities, making it ideal for enhancing dough handling, improving crumb texture, and increasing bread volume. In industrial baking, these enzymes support consistent product quality, while also contributing to shorter mixing times and improved shelf life. Their precision performance also makes them suitable for controlled applications in food research and enzymatic hydrolysis studies.

Sodium Silicate
Sodium Silicate is a water-soluble, viscous alkaline liquid with the general formula Na₂SiO₃ (ratios vary). Commonly referred to as water glass or liquid glass, it appears as a clear to slightly cloudy solution. This 20-litre packaged product is known for its excellent adhesive, binding, and sealing properties. It is widely used in industrial, construction, detergent, and water treatment applications. Sodium silicate forms a glassy film upon drying and resists high temperatures and chemical attack, making it extremely versatile across many industries.